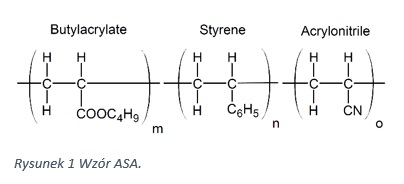
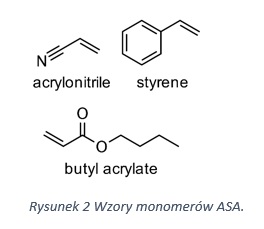
ASA (rys. 1, monomery rys. 2) otrzymywany jest w procesie szczepienia kopolimeru styren/akrylonitryl do matrycy poliakrylanowej.
ASA otrzymywany jest najczęściej w procesie polimeryzacji emulsyjnej. Typowy polimer zawiera od 10% do 50% merów akrylanowych.
ASA cechuje się właściwościami zbliżonymi do ABS, czyli wysoką udarnością i odpornością na zarysowania, posiada dość dobrą izolacyjność termiczną (niski współczynnik przewodzenia ciepła na poziomie 0,17 W·m-1·K-1), a także dość dobrą odporność chemiczną wobec ługów, rozcieńczonych kwasów, olejów i tłuszczów (trochę wyższą niż ABS). Najważniejszą różnicą w porównaniu do ABS jest odporność na warunki atmosferyczne, w tym światło i promieniowanie UV. Pod wpływem warunków atmosferycznych ASA nie traci właściwości mechanicznych, ani nie zmienia barwy. Cechy te wynikają z braku wiązania podwójnego w łańcuchu polimerowym ASA, w przeciwieństwie do ABS (gdzie występuje wiązanie podwójne w merze butadienowym).
ASA wykazuje temperaturę zeszklenia w okolicy 100°C (kilka stopni niższą niż ABS). Wytrzymałość na rozciąganie ASA wynosi zazwyczaj 35-55 MPa, moduł Younga 2,3-2,9 GPa, a wydłużenie przy zerwaniu 30-50%. ASA cechuje się współczynnikiem liniowej rozszerzalności cieplnej około 80-90·10-6 K-1, czyli niższym niż ASB. Tak jak ABS, właściwości ASA są zmienne w dość sporym zakresie zakresie i w dużej mierze są zależne od udziału poszczególnych merów w jego łańcuchu.
Filamenty z serii Tarfuse® ASA cechują się wytrzymałością na rozciąganie wydruku około 30-30 MPa w osi „x” i „y” oraz 23 MPa w osi „z”, czyli posiadają dobrą izotropię mechaniczną. Cechy ASA jako materiału do druku 3D, jak między innymi wysoka udarność oraz wysoka odporność na warunki atmosferyczne powodują, że idealnie sprawdzi się on do wydruków wymagających wyższych wytrzymałości mechanicznych i jednocześnie pracujących na zewnątrz budynków. Do takich detali nalezą np. obudowy kamer, domofonów, czy inne części funkcjonalne (np. dronów), lub ozdobne (np. części szyldów itp.) które pracują w warunkach oddziaływania warunków atmosferycznych. ASA także cechuje się niższym skurczem niż ABS, co powoduje, że możliwy jest wydruk na drukarkach z otwartą komorą drukującą (chociaż dla większych detali najlepiej użyć drukarki z zamkniętą komorą). Powoduje to, że jest on dobrym zamiennikiem ABS, dla użytkowników drukarek bez zamkniętej komory. Ponadto dzięki rozpuszczalności ASA w niektórych rozpuszczalnikach organicznych, takich jak np. aceton możliwe jest mocne wygładzenie powierzchni wydruków.
Filamenty z ASA posiadają niewiele wad, dla detali wymagających wyższych wytrzymałości mechanicznych (w tym statycznej wytrzymałości na rozciąganie), konieczne jest zastosowanie np. poliamidów. Ponadto podczas druku z ASA mogą wydzielać się związki o niezbyt przyjemnym zapachu (które mogą być toksyczne), implikuje to w jakimś stopniu konieczność dobrej wentylacji pomieszczenia z drukarką podczas druku.
Bibliografia:
1. Hans Warlimont, Werner Martienssen, Springer Handbook of Condensed Matter and Materials Data, Springer-Verlag Berlin Heidelberg, 2005.
2. Patent CN104231185A Preparation method of ASA (acrylonitrile styrene acrylate) powder.
3. Patent US3944631A Acrylate-styrene-acrylonitrile composition and method of making the same.
Przeczytaj także

Granulaty do druku 3D w ofercie Grupy Azoty S.A.
Grupa Azoty S.A. tworzy materiały do technologii addytywnych, które wykorzystywane są do szerokiego zakresu zastosowań m.in. tworzenia elementów mechanicznych, funkcjonalnych prototypów, oprzyrządowania, detali odpornych na sterylizację, części elastyczne itp..
Tarfuse pellets to kompozyty z tworzyw konstrukcyjnych tj.: PA, PP, PC dedykowane do technologii addytywnych, które zostały specjalnie opracowane do realizacji wielkoformatowych wydruków 3D. Unikalne receptury granulatów poprawiają drukowalność i stabilność przepływu co gwarantuje doskonałą jakość wydruków. Opracowane granulaty dedykowane są do następujących technologii: FGF (Fused Granulate Fabrication), APF (Arburg Plastics Freefroming) oraz LFAM (Large Format Additive Manufacturing).

Black FRIDAY - Promocja na filamenty Tarfuse - Zapraszamy!
Z okazji BLACK FRIDAY zapraszamy do skorzystania ze specjalnej oferty filamentów Tarfuse® przeznaczonych do technologii FDM/FFF, produkowanych przez Centrum Materiałów do Druku 3D Grupy Azoty SA i dostępnych w naszym sklepie internetowym.
Serdecznie zapraszamy!

Konferencja Małopolskie Dni Druku 3D - Harmonogram
Serdecznie zapraszamy na II edycję Technicznej Konferencji Małopolskie Dni Druku 3D pod hasłem przewodnim „Era Druku Przemysłowego 3D”, organizowanej przez Grupa Azoty S.A. i Technology Applied Sp. z o.o.
Tegoroczna edycja objęta jest patronatem strategicznym przez firmę BIBUS MENOS Sp. z o.o. i BOSON Group Prosta Spółka Akcyjna, którzy będą brali czynny udział w wydarzeniu oraz największy portal o druku 3D w Polsce, czyli Centrum Druku 3D.
Tematyka konferencji poświęcona będzie technologiom przyrostowym stosowanym w przemyśle i skierowana jest do profesjonalistów oraz specjalistów z dziedziny przemysłu, którzy chcą poszerzyć wiedzę o wytwarzaniu addytywnym i jego praktycznych zastosowaniach.
Serdecznie zapraszamy do udziału w konferencji.