POM czyli polioksymetylen, zwany też poliacetalem jest termoplastycznym polimerem konstrukcyjnym .
POM czyli polioksymetylen, zwany też poliacetalem jest termoplastycznym polimerem konstrukcyjnym o wysokiej wytrzymałość na rozciąganie i zginanie, sztywności oraz bardzo dobrych właściwościach tribologicznych.
Istnieją dwie odmiany POM homopolimer (POM-H) (rys. 1) otrzymywany z formaldehydu lub trioksanu (rys. 2) oraz POM kopolimer (POM-C) otrzymywany z formaldehydu i dioksolanu (rys. 2) (lub innego cyklicznego eteru).
POM cechuje się wysoką wytrzymałością mechaniczną, bardzo dobrymi właściwościami tribologicznymi, bardzo dobrą odpornością chemiczną (w tym na rozpuszczalniki organiczne) oraz niską chłonnością wody. Do wad należy niska odporność na promieniowanie UV, łatwość termicznej degradacji, niska odporność na kwasy i zasady, duży skurcz przetwórczy oraz wysoka palność. Różnice między odmianami nie są duże, homopolimery cechują się trochę wyższą wytrzymałością mechaniczną oraz wyższą wytrzymałością termiczną, natomiast kopolimery trochę wyższą odpornością na utlenienie i lepszą stabilnością wymiarową.
POM-H cechuje się temperaturą topnienia na poziomie 175°C, natomiast POM-C około 165-170°C. Wytrzymałość na rozciąganie wynosi 60-75 MPa dla POM-H oraz 65-73 MPa kopolimeru, natomiast wytrzymałość na zginanie wynosi 75-85 MPa obu wariantów. POM-H cechuje się współczynnikiem liniowej rozszerzalności cieplnej około 110-120·10-6 K-1, natomiast kopolimer trochę niższym na poziomie 100-110·10-6 K-1, co warte podkreślenia są to dość duże wartości jak na polimery konstrukcyjne.
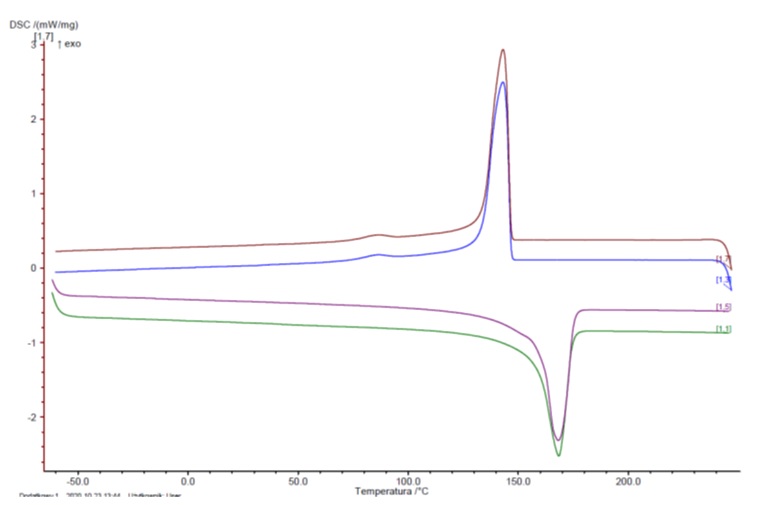
Filamenty z serii Tarfuse® POM cechują się temperaturą topnienia około 168°C (rys. 3) i wytrzymałością na rozciąganie wydruku około 50 MPa. Cechy POM jako materiału do druku 3D powodują, że idealnie sprawdzi się on do wydruków pracujących części funkcjonalnych, takich jak koła zębate, tulejki czy ośki (przykładowe detale rys. 4). W tym pracujących w nieprzyjaznych warunkach środowiskowych, takich jak duża wilgotność czy obecność olejów i smarów. Ponadto z powodu dość niskiej temperatury topnienia, wymagane temperatury dyszy drukarki są na poziomie wymaganych do druku PLA, co powoduje że na praktycznie każdej drukarce będzie możliwy druku z POM.
Niestety filamenty z POM posiadają także kilka ograniczeń stosowania, z powodu wysokiego skurczu przetwórczego łatwo drukują się tylko niewielkie wymiarowo detale (do 100 mm), gdy chcemy wydrukować większy detal, raczej wymagane są maszyny zamknięte pozwalające ogrzać komorę roboczą do temperatury powyżej 100°C. Implikuje to też konieczność uwzględnienia przy projektowaniu detalu skurczu przetwórczego na poziomie 2-3%. Ponadto przy przegrzaniu materiału powyżej 230°C następuje jego degradacja z wydzieleniem formaldehydu, co powoduje zalecenie dobrej wentylacji pomieszczenia z drukarką. Także przy doborze materiału do projektu, należy brać pod uwagę dość wysoką palność POM oraz słabą odporność na promieniowanie UV, dla elementów pracujących w świetle słonecznym bądź w bliskiej odległości od źródeł ciepła, być może warto rozważyć inny polimer konstrukcyjny.
Bibliografia:
1. Ludwig Bottenbruch , Engineering Thermoplastics: Polycarbonates, Polyacetals, Polyesters, Cellulose Esters, Hanser, 1996
2. Hans Warlimont, Werner Martienssen, Springer Handbook of Condensed Matter and Materials Data, Springer-Verlag Berlin Heidelberg, 2005
Przeczytaj także

Granulaty do druku 3D w ofercie Grupy Azoty S.A.
Grupa Azoty S.A. tworzy materiały do technologii addytywnych, które wykorzystywane są do szerokiego zakresu zastosowań m.in. tworzenia elementów mechanicznych, funkcjonalnych prototypów, oprzyrządowania, detali odpornych na sterylizację, części elastyczne itp..
Tarfuse pellets to kompozyty z tworzyw konstrukcyjnych tj.: PA, PP, PC dedykowane do technologii addytywnych, które zostały specjalnie opracowane do realizacji wielkoformatowych wydruków 3D. Unikalne receptury granulatów poprawiają drukowalność i stabilność przepływu co gwarantuje doskonałą jakość wydruków. Opracowane granulaty dedykowane są do następujących technologii: FGF (Fused Granulate Fabrication), APF (Arburg Plastics Freefroming) oraz LFAM (Large Format Additive Manufacturing).

Black FRIDAY - Promocja na filamenty Tarfuse - Zapraszamy!
Z okazji BLACK FRIDAY zapraszamy do skorzystania ze specjalnej oferty filamentów Tarfuse® przeznaczonych do technologii FDM/FFF, produkowanych przez Centrum Materiałów do Druku 3D Grupy Azoty SA i dostępnych w naszym sklepie internetowym.
Serdecznie zapraszamy!

Konferencja Małopolskie Dni Druku 3D - Harmonogram
Serdecznie zapraszamy na II edycję Technicznej Konferencji Małopolskie Dni Druku 3D pod hasłem przewodnim „Era Druku Przemysłowego 3D”, organizowanej przez Grupa Azoty S.A. i Technology Applied Sp. z o.o.
Tegoroczna edycja objęta jest patronatem strategicznym przez firmę BIBUS MENOS Sp. z o.o. i BOSON Group Prosta Spółka Akcyjna, którzy będą brali czynny udział w wydarzeniu oraz największy portal o druku 3D w Polsce, czyli Centrum Druku 3D.
Tematyka konferencji poświęcona będzie technologiom przyrostowym stosowanym w przemyśle i skierowana jest do profesjonalistów oraz specjalistów z dziedziny przemysłu, którzy chcą poszerzyć wiedzę o wytwarzaniu addytywnym i jego praktycznych zastosowaniach.
Serdecznie zapraszamy do udziału w konferencji.